选型标准
针对冲孔、精冲、深冲、折弯和仿形等制造工艺,我们在产品组合中提供了一系列辊轴涂油设备。
根据待涂材料的情况(材料宽幅、板材厚度)以及冲床的送料速度和行程来选择正确的辊轴涂油机(辊筒、辊筒位置、辊轴涂油机宽度)。
另外还要根据所使用的待涂油材料(种类)以及使用的辊轴涂油机(辊筒直径、涂油辊种类)来选择正确的润滑剂。
我们非常乐意为您提供选型帮助。我们将通过电话快速为您提供合理建议,我们的电话 +49 2374 5000-0 。您也可以向我们发送邮件,我们的邮件地址是 该邮件地址已受到反垃圾邮件插件保护。要显示它需要在浏览器中启用 JavaScript。.
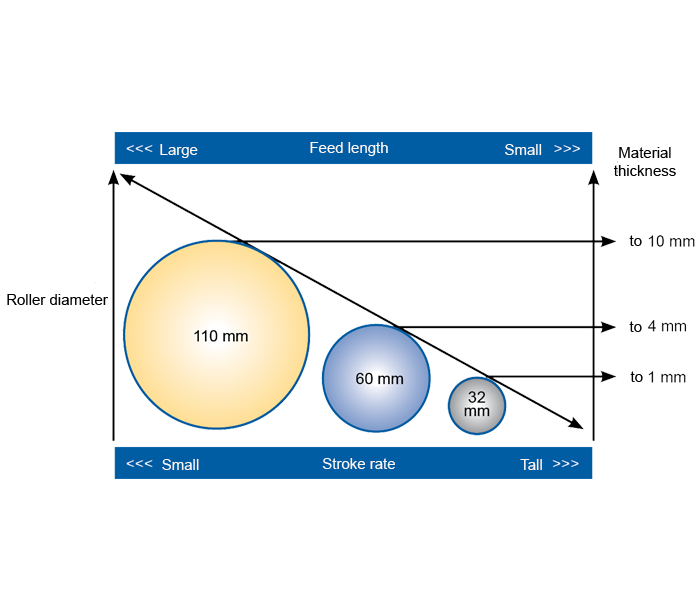
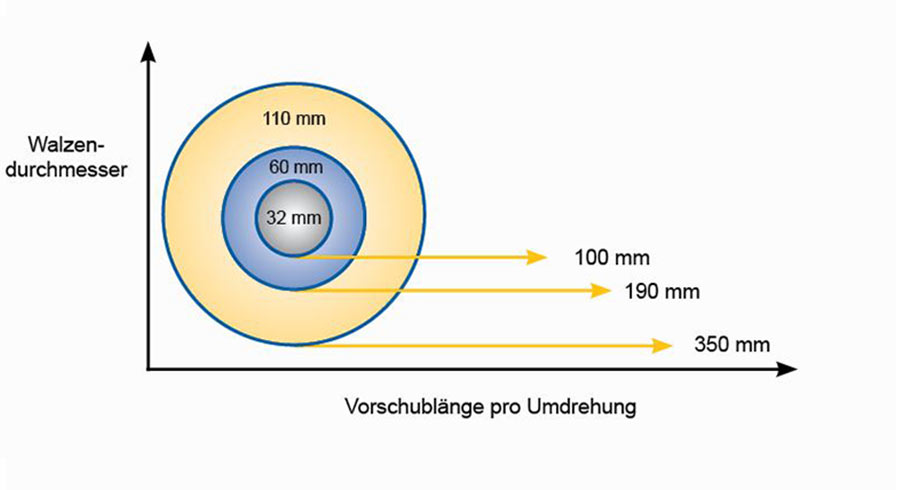
请点击图片“辊筒直径选型标准”以获取大图和说明!
选型标准 轧辊直径
辊轴直径的选择取决于送料长度、冲程数、材料厚度和横向曲率
辊筒直径为110 mm
- 适用于较长的送料行程(1000 mm及以下)、小冲程数(80冲程/分钟及以下)、材料厚度10 mm及以下、最大宽幅1300 mm、横向曲率最大0.5 mm的情况
- 应用场景:冲孔、折弯、深冲、轧制、型材轧制、冷轧、带材分切
辊筒直径为60 mm
- 适用于中等长度的送料行程(450 mm及以下)、中等冲程数(200冲程/分钟及以下)、材料厚度4 mm及以下、最大宽幅800 mm、横向曲率最大0.2 mm的情况
- 应用场景:冲孔、折弯、深冲、轧制、型材轧制
辊筒直径为32 mm
- 适用于较短送料行程(100 mm及以下)、高冲程数、材料1 mm及以下、最大宽幅400 mm及以下、横向曲率最大0.1 mm的情况
- 应用场景:冲压、折弯
选型标准 辊筒调整
刚性、固定式底辊和活动式顶辊
送入材料被后模具不会引起材料发生相对移动
弹簧调节型顶辊
调整杆调节型顶辊
气缸调节型顶辊
- 精确润滑
- 通过可调节的气动压力来实现顶部辊筒的对材料的接触压力
- 通过弹簧调节顶部辊筒实现带材穿引
双向气缸调节型顶辊
- 精确润滑
- 利用双向气缸调节顶辊
- 气动升降上辊筒式带材穿引设备
- 低成本辊筒快速更换
活动式底辊和活动式顶辊
不穿引材料,模具会引起材料相对运动
顶部和底部辊筒通过气动缸单独调节
- 精确润滑
- 顶部和底部辊筒可在气缸的作用下从带钢穿引水平线撤回25毫米,以便带钢的穿引。
- 被气缸顶离一侧的辊筒不会再对该侧带钢材料进行涂油
选型标准 辊轴涂油机宽度
根据带钢宽度和冲程次数来选择辊筒宽度
辊径110 mm

80冲程/分钟及以下
采用以下公式以降低磨损:
材料宽度>0.75 x 辊筒宽度
辊径60 mm

200冲程/分钟及以下
采用以下公式以降低磨损:
材料宽度>0.75 x 辊筒宽度
辊径32 mm

400冲程/分钟及以下
采用以下公式以降低磨损:
材料宽度>0.75 x 辊筒宽度
 简体中文(中国)
简体中文(中国)  Français (France)
Français (France)  Deutsch
Deutsch  English (UK)
English (UK)  Español (España)
Español (España)  Polski (PL)
Polski (PL)